An innovative manufacturing method for high-precision bipolar plates.
The rapidly growing demand for electromobility requires the economical production of large quantities of components – for example for fuel cells.
In a current research project, the Feintool Group, the University of Applied Sciences Northwestern Switzerland and the Hightech Zentrum Aargau are developing an economical forming process for the high-volume production of metallic bipolar plates for fuel cells.
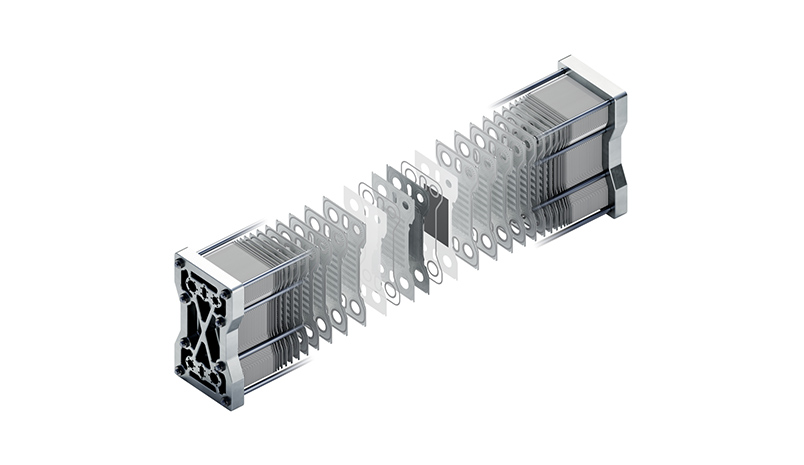
Fuel cells offer a valid alternative to large batteries in electric mobility. This is especially true when a long range and short refueling stops are required – for example in commercial vehicles, buses and trainsets as a diesel engine substitute. However, fuel cells are currently still far too expensive for widespread use. The typical 300 – 400 bipolar plates of the heart of each fuel cell, the so-called stack, account for more than half of the manufacturing costs.
Therefore, a new production technology is being looked for to ensure the marketability of this technology. Currently, mainly graphite bipolar plates are used in fuel cell systems, but these are to be replaced by metallic bipolar plates due to their low energy density and high manufacturing costs. However, various technical challenges still need to be solved in the production of metallic bipolar plates.
In particular, a production process is sought that allows the very thin plates to be manufactured with the required high precision. The Feintool Group has many years of experience as a technology leader in both press and tool technologies for the fineblanking process. This was the starting point for the current project, which aims at developing a production technology that is both more precise and more economical than alternative processes such as hydroforming or conventional punching combined with forming.
Micro-precision required
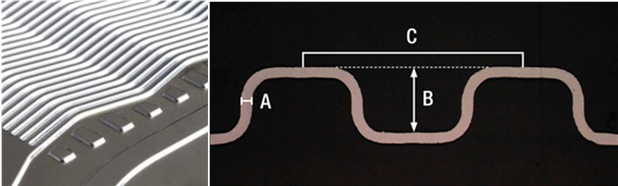
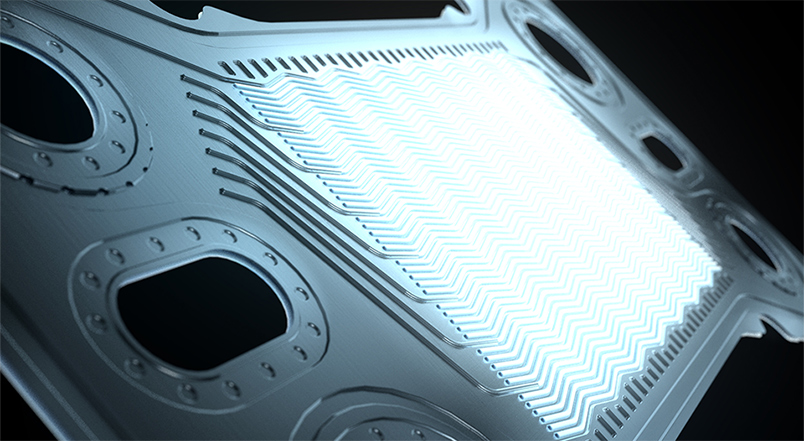
High-precision flow channels for the two process gases of the fuel cell – air and hydrogen – need to be formed in the thin metal sheets, which are less than a tenth of a millimeter thick for weight reasons. In addition, the cathode and anode sheets, which can be up to 500 mm long, must fit together perfectly to within a few micrometers. Only then they can be laser-welded hermetically to form the finished, functional bipolar plate. The manufacturing precision of the tools used is therefore at the limits of the current technical possibilities.
In the joint research project, sponsored by the Swiss innovation agency Innosuisse, the partners initially used 2D and 3D finite element modeling to adapt the tool geometry to the high requirements. In addition, a new, multi-stage technique was developed for the precise surface treatment of the forming tools, which was to prove a decisive factor. The new forming process also benefits from the positioning accuracy of the complex progressive dies, known to be provided by the fineblanking technology.
A further challenge is maintaining the dimensional stability and high surface quality of the manufactured bipolar plates over millions of forming cycles. Tool wear mechanisms have hardly been researched so far, since only prototypes and limited series have been produced. In the current project, various coating systems as well as pre- and post-treatment processes of the tool surfaces have been systematically evaluated. The focus was on arc and sputter PVD coatings for wear protection as well as chemical diffusion processes.
Feintool is an internationally active market leader in the technologies of fineblanking, forming and sheet metal stamping for processing steel sheets.
The current research project revealed that the influence of surface pretreatment tends to be underestimated. The condition of the tool surfaces after high-speed milling, which is often used to produce such embossed structures, proved to be tribologically unsuitable. For this reason, a multi-stage process for the treatment and preparation of the tool surface had to be carried out after the milling step, even before the coating or diffusion process.
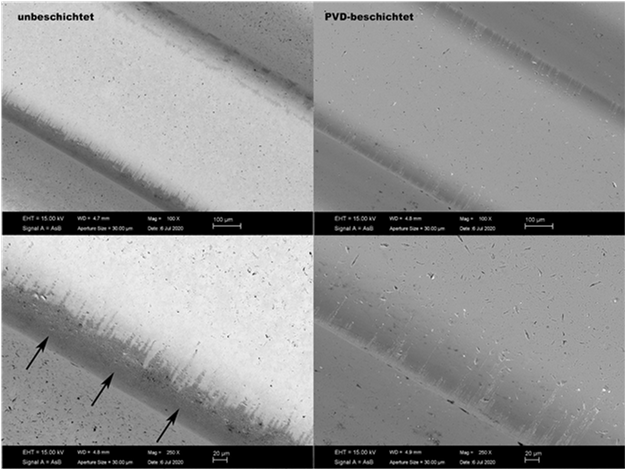
The wear behavior of the differently treated tools was validated in near-series production tests up to high tool life. The surface condition and coatings had a great influence on the tool performance and the quality of the manufactured parts. Scanning electron microscopy investigations over the entire service life showed that even the smallest surface defects or wear zones are reflected in the parts manufactured. It was found that wear-resistant coatings with friction-reducing top layers minimize undesired adhesion of the steel sheet (Fig. 3) and thus have a positive effect on the load and wear of the tools. In these tests, it was possible to optimize materials, surface treatment and tribology for a wide range of flowfield geometries in such a way that a reproducible long tool life could be achieved.
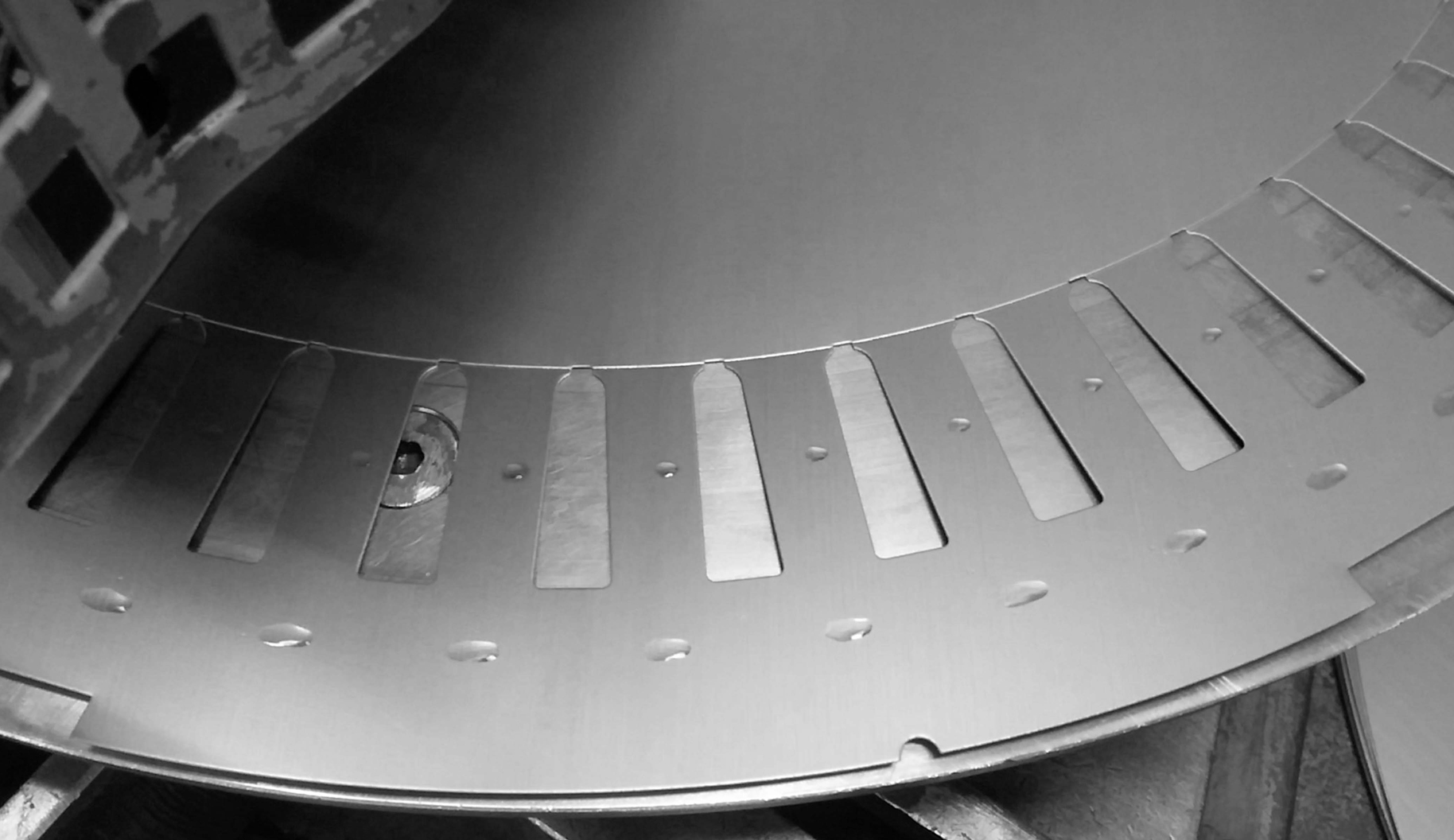
The newly developed process enables the production of shape-optimized, precise cathode and anode plate geometries that allow better contoured gas channels within the flowfield of the bipolar plates. This translates into better electrical contact, lower internal resistance, and thus higher fuel cell efficiency. However, it was only the complex interplay of various manufacturing technology innovations in tool making, tool geometry, surface technology and press technology that made this breakthrough possible –and will contribute to the future success of fuel cells as part of alternative drive concepts in electromobility and further applications of renewable energies.
Get in touch with us. We will be glad to help you.
Request a callback now.
Cookie-Einstellungen
Auf dieser Website werden Cookie verwendet. Diese werden für den Betrieb der Website benötigt oder helfen uns dabei, die Website zu verbessern.
Alle Cookies zulassen
Auswahl speichern
Individuelle Einstellungen
Individuelle Einstellungen
Dies ist eine Übersicht aller Cookies, die auf der Website verwendet werden. Sie haben die Möglichkeit, individuelle Cookie-Einstellungen vorzunehmen. Geben Sie einzelnen Cookies oder ganzen Gruppen Ihre Einwilligung. Essentielle Cookies lassen sich nicht deaktivieren.
Speichern
Abbrechen
Essenziell (2)
Essenzielle Cookies werden für die grundlegende Funktionalität der Website benötigt.